Großtafel-Systeme setzen sich aus industriell vorgefertigten, raumgroßen Wand-, Decken- und Treppenelementen zusammen, die auf der Baustelle mit Hebegeräten montiert und im Anschluss miteinander vergossen werden. Die verschiedenen Systeme unterscheiden sich hauptsächlich in der Kraftableitung, ihren Fügepunkten und dem Ort ihrer Herstellung.
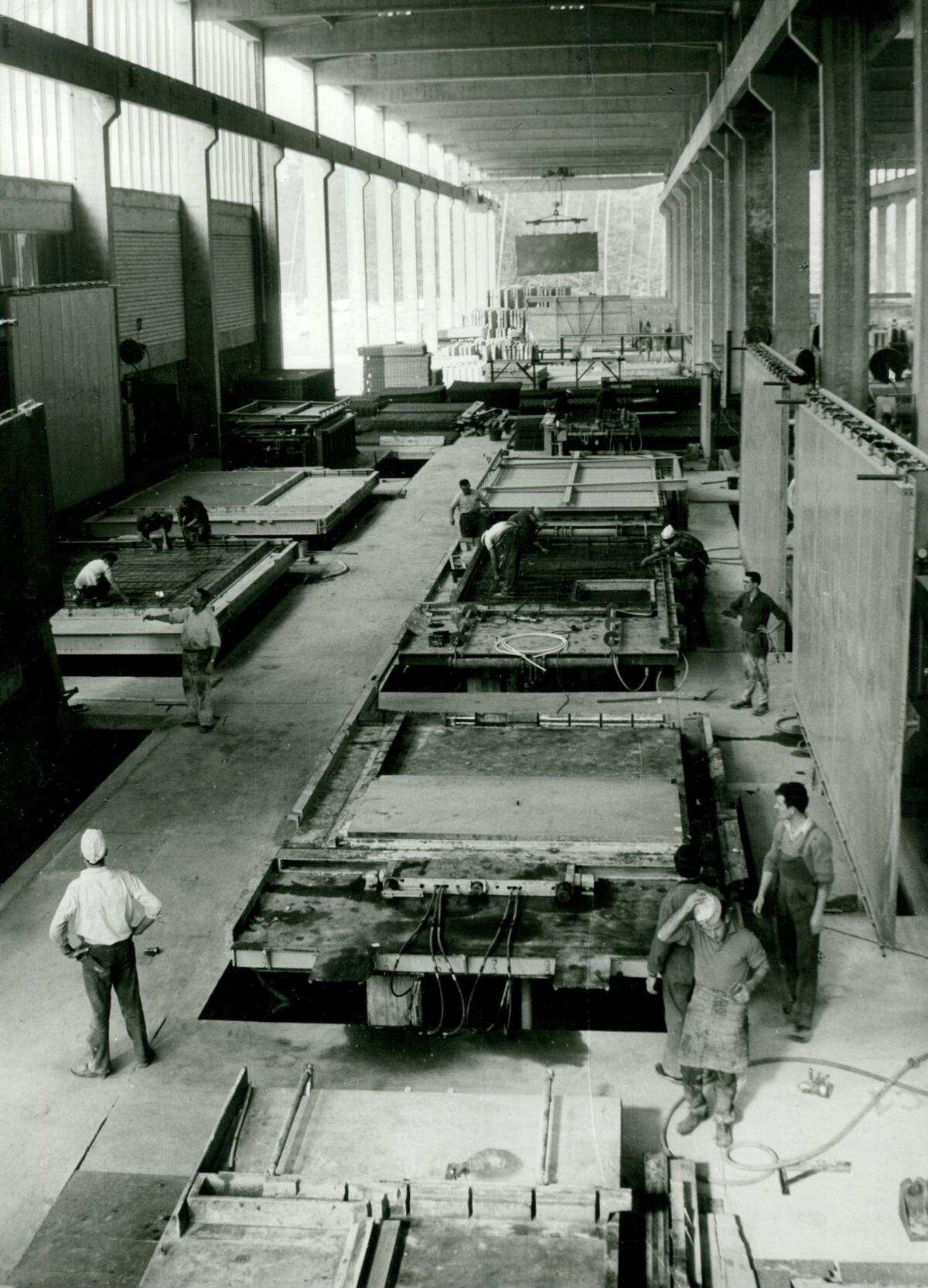
Die Wandtafeln konnten entweder in einer stationären Fabrik (vgl. Abb. 27) oder in einer sogenannten Feldfabrik (vgl. Abb. 28), das heißt auf der Baustelle, hergestellt werden. Fabriken bedingen grundsätzlich einen hohen Investitionsaufwand. Der Investitionsbedarf für eine stationäre Fabrik belief sich, in Abhängigkeit vom jeweiligen Mechanisierungsgrad, auf eine Summe zwischen 5 – 10 Millionen Deutsche Mark. Die Kapazität dieser Werke beläuft sich auf 1000 bis 1500 Wohneinheiten pro Jahr. Aufgrund der hohen Transportkosten war das Einsatzgebiet auf den unmittelbaren Umkreis von 150 km beschränkt, wobei die Straßenanbindung in die Umgebung einen signifikanten Einfluss auf die Reichweite hatte [12], [19], [21]. Aufgrund dieser Einschränkung waren die stationären Fabriken in der Regel in der Nähe von Großstädten und Ballungsgebieten gelegen. Für Baustellen in kleineren Städten und ländlichen Gebieten wurde auf die sogenannte “fliegende Fertigung” bzw. die Feldfabrik zurückgegriffen. Zwar gehen damit gewisse Effizienzvorteile verloren, doch entfallen hohe Investitionen in ein Fabrikgebäude und Abhängigkeiten vom Standort. Bewegliche Konstruktionen, die mit Kunststoff bespannt waren, wurden hier als Witterungsschutz aufgestellt. Die Wirtschaftlichkeit dieser Methode ist an eine bestimmte Anzahl von Wohneinheiten geknüpft. So wird für das Bauprojekt eine Anzahl von 300 bis 400 Wohneinheiten empfohlen, um die Wirtschaftlichkeit zu gewährleisten. Bei kleineren Vorhaben fielen die Fixkosten zu stark ins Gewicht [10], [19]. Im Vergleich zur stationären Vorfertigung ergeben sich bei der Feldfabrik Investitionskosten in Höhe von 200.000 – 500.000 DM [12].
Obwohl der Großteil der in der BRD errichteten Gebäude mittels Großtafeln aus stationären Fabriken beliefert wurde, gab es auch Systeme, die auf die fliegende Fertigung setzten. Ein Beispiel hierfür ist das System für die Feldfabriken, das von der Firma Kesting direkt vertrieben wurde und dessen Auf- und Abbau jeweils nur 10 Tage in Anspruch nahm [21].
Für unsere Suche nach Großtafelbauten lässt sich, ausgehend vom eingeschränkten Wirkungskreis der Betonwerke schließen, dass ein gefundenes Gebäude in der Regel auf weitere in der Umgebung verweist. Andersherum ist der Fund einer stationären Plattenfabrik ein noch größeres Versprechen, da mit der Errichtung eines Werks die jahrelange Planungssicherheit einhergehen musste. Es musste also eine große Anzahl an Plattenbauten in einem Umkreis von 150 km, meistens innerhalb der Stadtgrenzen und innerhalb von neu gegründeten Siedlungen und Stadtteilen gegeben sein (vgl. Plattenatlas ↗︎ Region Hamburg). Besonders wenn man beachtet, dass stationäre Fabriken oft mit Abnahmegarantien für die produzierten Fertigteile einher geht: Im Falle des Betonwerks von Larsen & Nielsen in Kassel-Nordhausen wurde die Fabrik erst errichtet, nachdem die Gewobag Kassel den Betreibenden eine Abnahmegarantie von Fertigteilen für 500 Wohneinheiten pro Jahr gegeben hat [23].

Ein wesentlicher Vorteil des Großtafelbaus gegenüber der konventionellen Bauweise besteht in der Möglichkeit des Winterbaus. Die großformatigen Tafeln können ganzjährig in winterfesten Produktionshallen vorgefertigt und bei Bedarf eingelagert werden. Darüber hinaus gibt es technische Maßnahmen, die auch eine Montage auf der Baustelle bei winterlichen Bedingungen und bei Frost ermöglichen. So stehen einige Verfahren zur Verfügung, mit denen die vergossenen Fügepunkte vor zu schnellem Auskühlen geschützt werden können, um eine fachgerechte Montage im Winter sicherzustellen. Eine Option bestand darin, frühhochfesten Zement zu verwenden, wobei der Zementanteil erhöht wurde. Diese konnte jedoch nur bei Temperaturen oberhalb des Gefrierpunkts beobachtet werden.Die zweite Variante stellt das Warmhalteverfahren dar: Bei mäßigem Frost und kurzen Frostperioden konnte man den Beton mit erhöhter Temperatur einbringen und mit Matten abdecken. Das Beheizungs-Verfahren ist die dritte Möglichkeit und auch bei starkem Frost möglich. Zusätzlich zum Einbringen des Betons mit normaler bis erhöhter Temperatur werden Schalung und Fugen durch Heizaggregate erwärmt. Dadurch soll gewährleistet sein, dass der Beton so lange warmgehalten wird, bis er die angestrebte Festigkeit erreicht. Obwohl diese Sondermaßnahmen zusätzliche Kosten verursachen, erweisen sie sich in der Regel als wirtschaftlicher als die ansonsten entstehenden Ausgaben für Stillstandzeiten, die beispielsweise durch ungenutzte Geräte und Maschinen auf der Baustelle entstehen [21].
Die Kraftableitung im Großtafelbau kann grundsätzlich in drei Typen unterteilt werden: Es gibt Querwandsysteme, Längswandsysteme und kombinierte Allwandsysteme. In einem Seminarbericht der Technischen Universität Berlin, der sich mit dem Thema des fertigungsorientierten Entwerfens von Wohnbauten aus Großtafeln befasst, wurden diese und ihre Vor- und Nachteile im Jahr 1972 untersucht. Bei Querwandsystemen werden die Lasten durch die Querwände getragen, während längsstehende Trennwände die Funktion der Aussteifung gegen Windlasten übernehmen. In diesem Fall können die Fassaden nichttragend ausgeführt werden, wodurch sie leichter sind. Ein wesentlicher Vorteil dieser Bauweise liegt in der erhöhten Grundrissfreiheit, insbesondere bei einer Vergrößerung der Achsabstände der Querwände auf über 5 bis 7 Meter. Dies ermöglicht eine flexible und versetzte Anordnung der nichttragenden Innenwände. Die Kombination verschiedener Achsabstände in einem Gebäude ermöglicht die Realisierung differenzierter Wohnungszuschnitte. Zudem besteht die Möglichkeit, bereits eingeplante Türdurchbrüche zu nutzen, um Einheiten nachträglich miteinander zu verbinden.
Das Allwandsystem zeichnet sich dadurch aus, dass sowohl die Innen- als auch die Außenlängswände tragende Funktionen übernehmen, wobei die Außenwände zusätzlich wärmedämmende Aufgaben erfüllen. Für die notwendige Aussteifung des Gebäudes sind querstehende Wände erforderlich. Diese sind jedoch statisch ungünstiger und können die maximal mögliche Gebäudehöhe beschränken.Das kombinierte System aus tragenden Quer- und Längswänden vereint die Tragstrukturen beider Systeme. Zwar erreicht man damit eine optimale Windsteifigkeit, doch erkauft man sich dies mit einem gravierenden Nachteil: Die Flexibilität in der Grundrissgestaltung und die Umbauvariabilität sind in dieser Kombination am geringsten. Oder wie es treffend formuliert wurde: „Sie vereinen alle Nachteile von Längs- und Querwandsystemen, ohne deren Vorzüge zu besitzen.“ [25]
Neben den Unterschieden in der Kraftableitungen spielen auch die Verbindungen der Bauteile eine große Rolle im Großtafelbau. Hier soll die wohl wichtigste Verbindung beschrieben werden, da sie die Querkräfte der Decke, die Schub- sowie Zugkräfte der Decke und die Druckkraft der aufgehenden Wand aufnehmen muss: Die Deckenauflagerung auf einer tragenden Wand am Beispiel der Innenwände.
Die einfachste Art, diesen Punkt auszuführen, besteht darin, die Deckenelemente ohne Ortbetonstreifen auf die darunterliegende Wand aufzulegen. Die Fuge zwischen den Deckenelementen dient dabei der Maßtoleranz und wird mit Ortbeton vergossen. Hierauf wird dann die nächste Wand gestellt. Eine Zugverbindung in der Decke kann dabei mit verankerten Dornen oder durch eine geschweißte Verbindung mit einer Platte hergestellt werden [26]. Als Beispiel lässt sich hier das System Skarne nennen (vgl. Abb. 354).
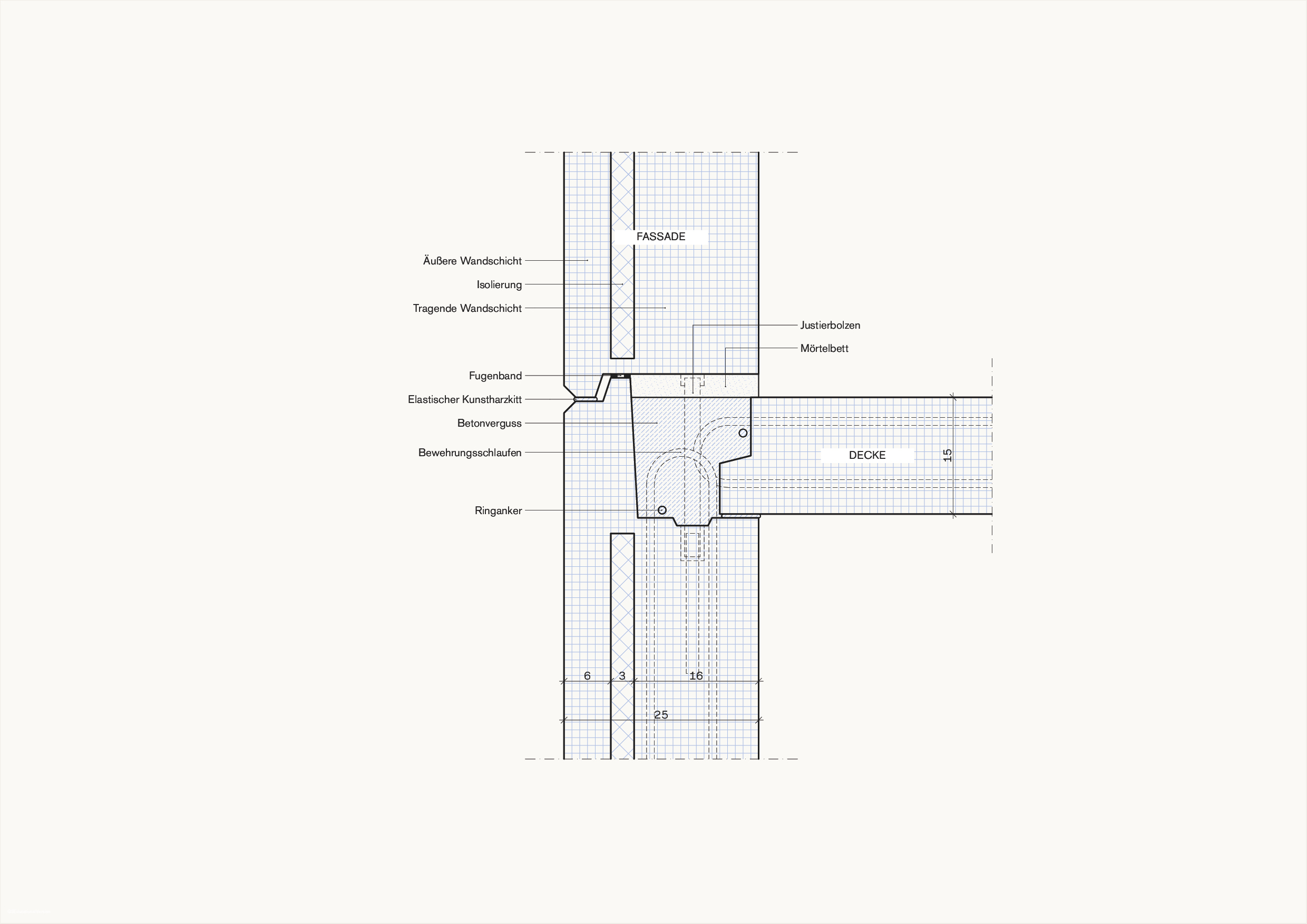
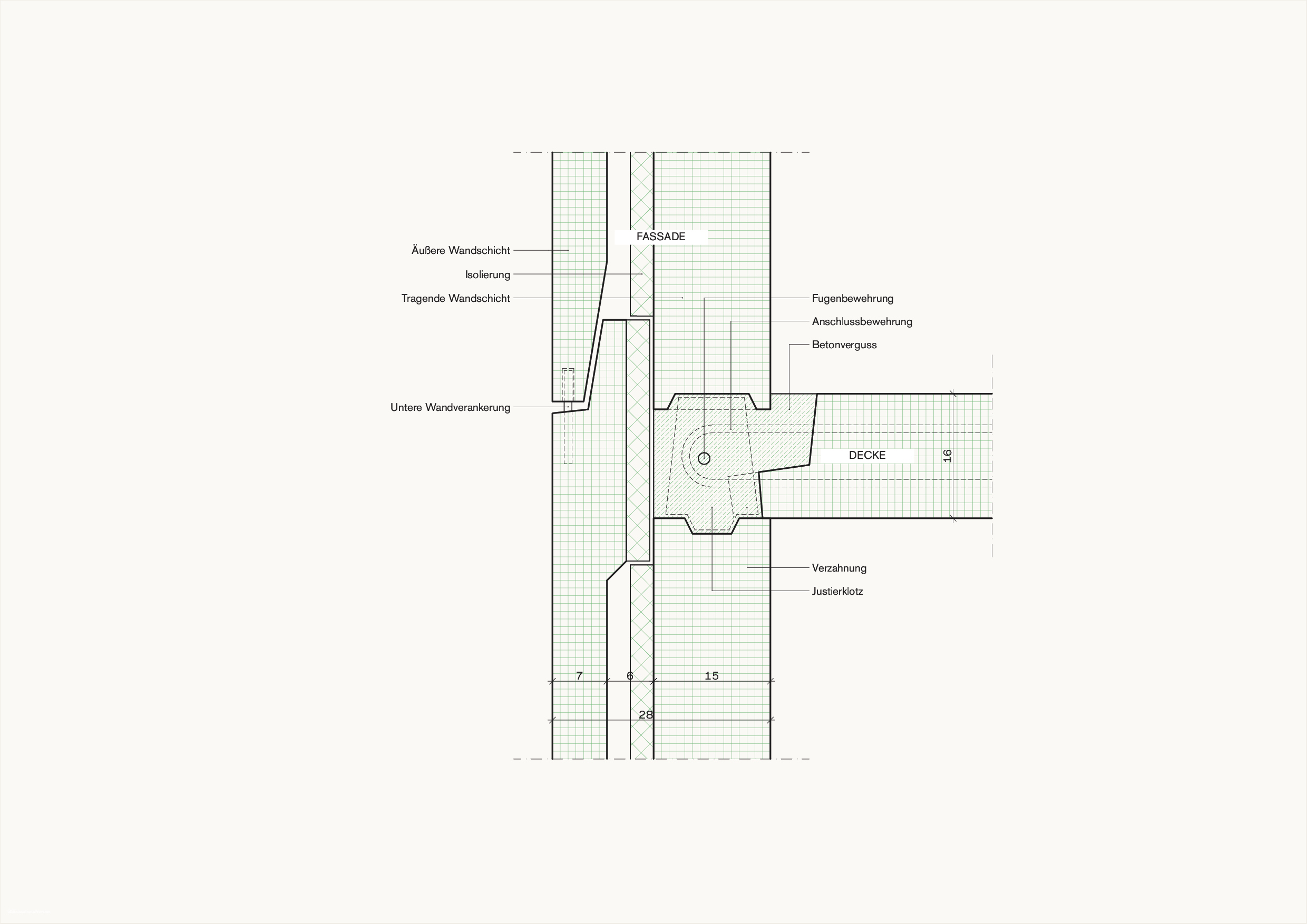
Alternativ lässt sich die Fuge zwischen den beiden Deckenplatten breiter ausführen, sodass man die Fuge als Ringanker ausführen kann. Dabei bekommen die Deckenelemente eine Schubverzahnung, die wie ein Dübel wirkt. Die auftretenden Zugkräfte werden von übergreifenden Schlaufen aufgenommen [26]. Beim System Coignet ist zusätzlich dazu ein Justierbolzen zu sehen (vgl. Abb. 355). Mit diesem wird die aufgehende Innenwand zentriert und in ihrer Höhe eingestellt.
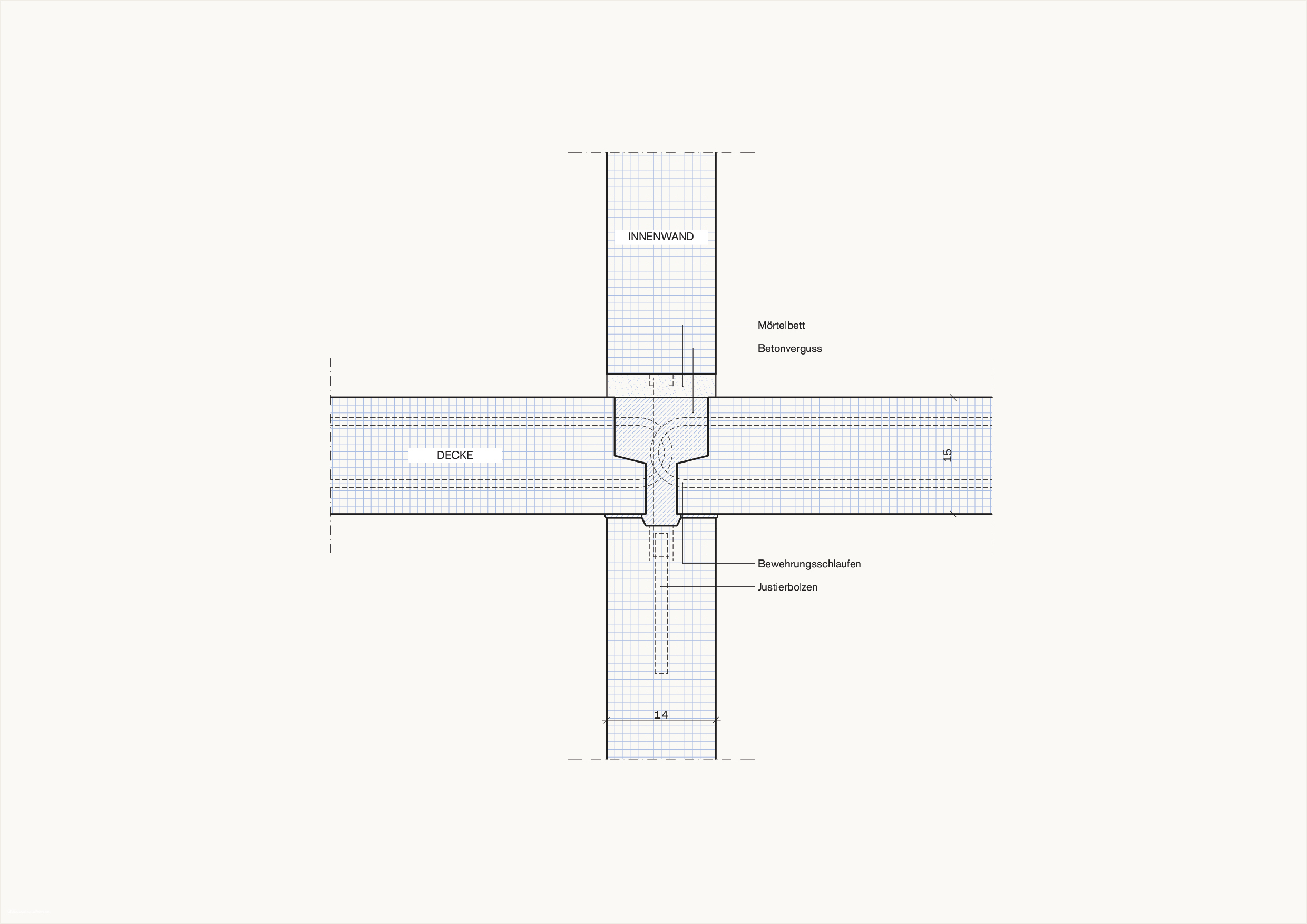
Bei der letzten Variante liegen die Elemente der Decke nur punktweise auf Nocken auf. Dazwischen kann ein breiter Ortbetonstreifen mit einer oben liegenden Bewehrung ausgeführt werden, sodass die Deckenplatte in der Lage ist die Stützmomente, die durch die Durchlaufwirkung entstehen, aufzunehmen [26]. Beim System Präton wurden die Fügepunkte in dieser Weise ausgeführt (vgl. Abb. 356). Die genaue Ausführung der Fügepunkte der verschiedenen System können im Systemkatalog ↗︎ eingesehen werden
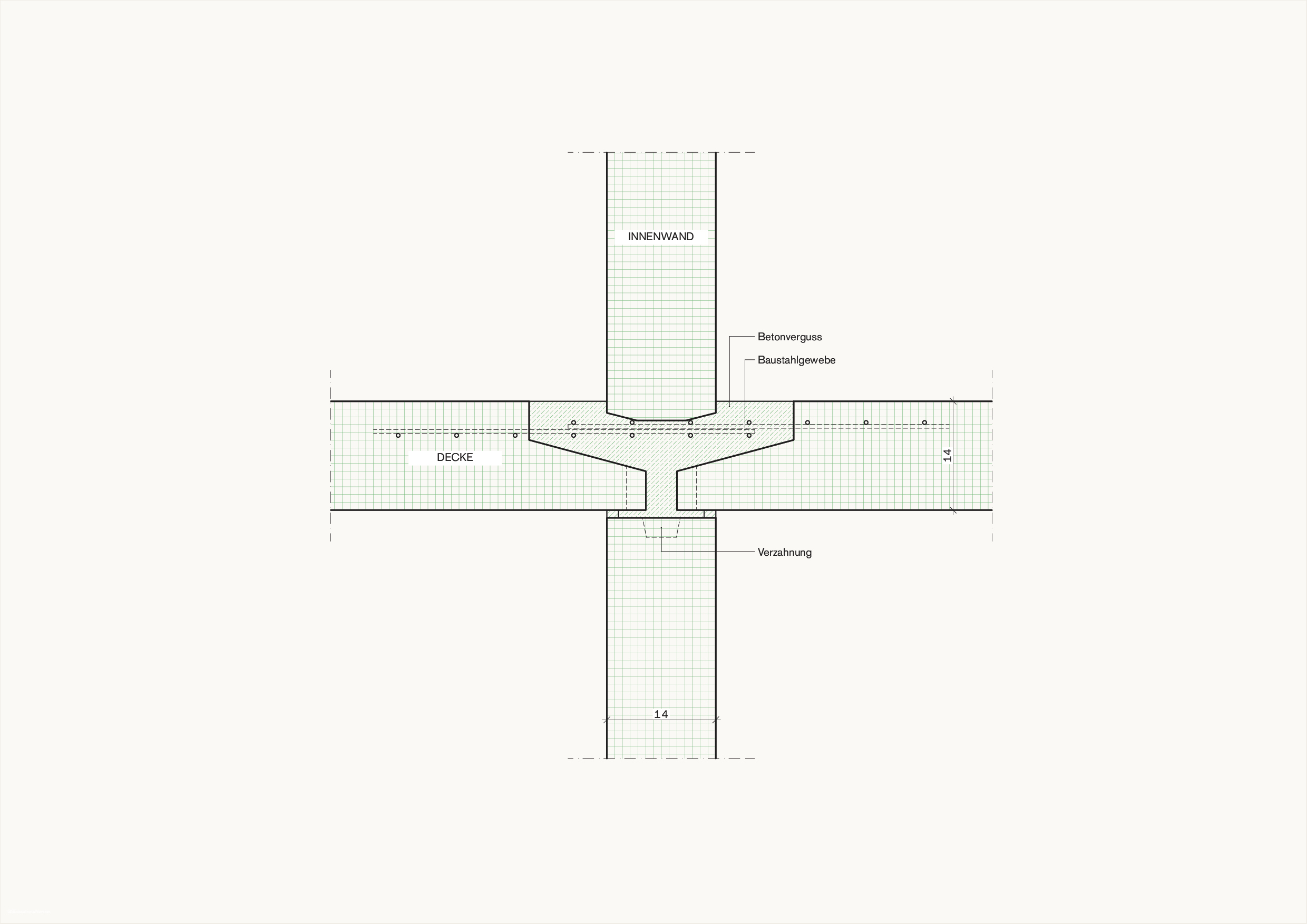
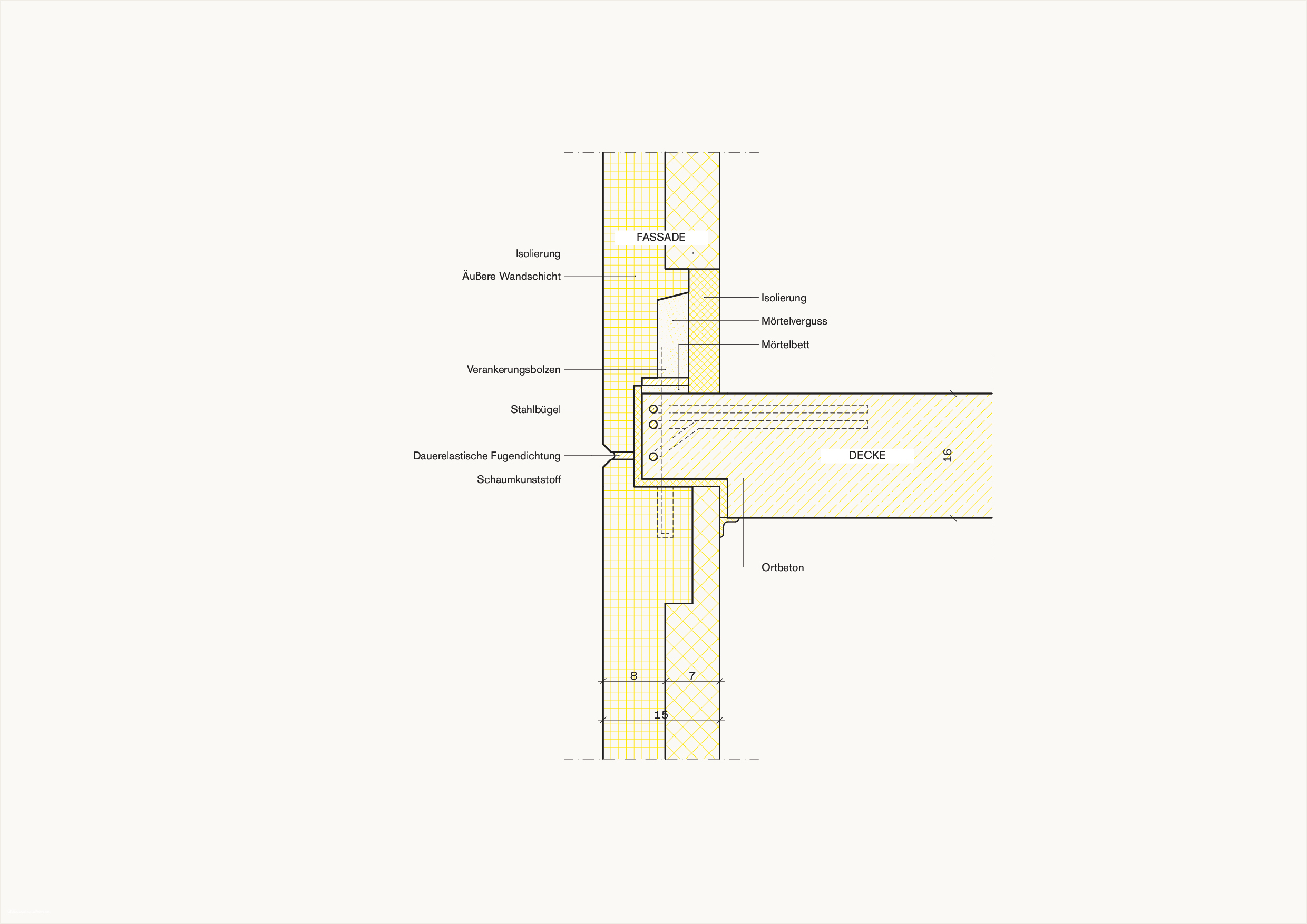
Mit den Unterschieden in der Kraftableitung, also auch der zwischen tragender und nichttragender Fassade, geht die Ausführung der Fügepunkte einher. Das Auflager auf der tragenden Außenwand entspricht im Prinzip demjenigen auf einer tragenden Innenwand. Ein wesentlicher Unterschied zeigt sich in der Art der Lastabtragung: Während bei Innenwänden durch Ringanker oder andere Verbindungstechniken – wie etwa das Verschweißen von Deckenelementen – eine zentrische Belastung der Wand erreicht wird, erfolgt die Belastung bei Außenwänden meist exzentrisch. Deshalb ist es notwendig, zwischen Decke und Außenwand eine zugfeste Verbindung herzustellen. Dies kann durch das Verschweißen von Winkelstahlprofilen, durch Bolzen oder übergreifende Schlaufen erfolgen. Voraussetzung dafür ist, dass die innere Schale der Außenwand tatsächlich tragend ausgebildet ist [26]. Ein Beispiel hierfür wäre die tragende Fassade der Firma Coignet (vgl. Abb. 357).
Viele Fügungen von tragenden und nichttragenden Fassaden unterscheiden sich vor allem in der Dicke der inneren Wandschale und weisen ansonsten viele konstruktive Parallelen auf (vgl. Abb. 358). Eine Ausnahme ist die Allbetonfassade, die nur vorgehängt ist (vgl. Abb. 359).
Die Lagerfuge der Außenschale kann in der Höhe des Deckenauflagers, aber auch ober- oder unterhalb davon liegen. Diese Entscheidung hat sowohl fertigungstechnische als auch funktionale Gründe. Einerseits sollen die Schalformen möglichst einfach bleiben, andererseits lässt sich durch eine hochgeführte Außenschale eine bessere Schalung für den Ringanker erzielen [26].

[10] W. Triebel, Rationelles Bauen mit Fertigteilen: Untersuchungen an Montagebauten, Bauarten, Arbeitsverfahren, Aufwendungen. in Wirtschaftlich Bauen : Sonderheft 9. Wiesbaden: Bauverlag, 1968.
[12] W. Meyer-Bohe, Vorfertigung: Handbuch des Bauens mit Fertigteilen. Essen: Vulkan-Verlag, 1964.
[19] W. Triebel, Wirtschaftlichkeit der Vorfertigung bestimmter Elemente im Hochbau. in Forschungsberichte des Landes Nordrhein-Westfalen 1322. Köln [u.a: Westdt. Verl., 1964.
[21] K. Berndt, Die Montagebauarten des Wohnungsbaues in Beton. Wiesbaden [u.a: Bauverl., 1969.
[23] R. Löwe, „Montagebau in Nordhessen“, Neue Heimat, Bd. 63, Nr. 1, 1963.
[24] M. Kamińska, Platte ist nicht gleich Platte. Wiesbaden: Harrassowitz, 2022.
[25] Technische Universität Berlin, Lehrstuhl für Entwerfen 2, Industrieller Wohnungsbau: fertigungsorientiertes Entwerfen von Wohnbauten aus Grosstafeln unter Anwendung eines Bewertungsverfahrens. Berlin: Universitätsbibliothek der Technischen Universität Berlin, Abteilung Publikation, 1972.
[26] T. Koncz, Handbuch der Fertigteil-Bauweise mit großformatigen Stahl- und Spannbetonelementen: Konstruktion, Berechnung und Bauausführung: Dach- und Deckenelemente, Wandtafeln, 3., Neubearb. Aufl. Wiesbaden: Bauverlag, 1973.
Um Ihnen die bestmögliche Erfahrung zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn Sie diesen Technologien zustimmen, können wir Daten wie Ihr Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Wenn Sie nicht zustimmen oder Ihre Zustimmung widerrufen, kann dies bestimmte Features und Funktionen beeinträchtigen.